 Brooks is a name that stands alone as a legend in cycling. The word legend is easily tossed about, kind of like the word epic, but in some cases, the word does in fact fit the subject. In this case, it’s no exaggeration or cliché to call Brooks England a legend. The company builds a product that is designed to not only stand the ravaging test of time, but stand as a beacon of refined style on your bike. They’re not for everyone, but for their devout followers, they’re what truly remarkable saddles are all about.’
Brooks is a name that stands alone as a legend in cycling. The word legend is easily tossed about, kind of like the word epic, but in some cases, the word does in fact fit the subject. In this case, it’s no exaggeration or cliché to call Brooks England a legend. The company builds a product that is designed to not only stand the ravaging test of time, but stand as a beacon of refined style on your bike. They’re not for everyone, but for their devout followers, they’re what truly remarkable saddles are all about.’
The company, which got its start in the 19th century, has been producing some of the finest saddles the sport has ever known. John Boultbee Brooks established his eponymously named company on Great Charles Street in Birmingham in 1866. One hundred and forty-four years later, the company creates 800 to 1000 saddles a day, in 20 different models, just a few miles from where it all started. It’s nowhere near the jaw-dropping productivity of the 1950s, when a workforce of 1,5000 sold more than 55,000 leather saddles and 25,000 mattress saddles per week! The company’s saddles were under each and every major rider for years in the first half of the 20th century. While the years have marched on since then and overall sales have dwindled, the Brooks name has only grown in acclaim.

We had the opportunity to visit Brooks England in November at its factory in Smethwick on the outskirts of the capital of the Industrial Revolution, Birmingham. The current factory lies in a nondescript, hard used industrial area on the outskirts of Birmingham. It’s almost comforting to see it in such a place. It is Birmingham after all. The inside was no less perfect in its industrial feel – the brick building houses a menagerie of machines, processes, and workers, who all combine to make not just a saddle, but a story, and a bit of living history.

I have to admit that before our visit to Brooks, I knew little of the company. I race bikes, so Brooks’s sister company, Fizik through its new owner Selle Royal, was always more familiar to me: Of course, some would say that it’s sacrilegious to even mention the two companies in the same sentence, but whether you like it or not, they’re now in the same family. I always felt like Brooks was the saddle of the aficionado, which I’m most especially not. I thought of it as a saddle above my class, and for the price, it certainly is, but visiting Brooks is not a visit to an upper class, frou frou place. It’s blue collar through and through.

A lot of our time with Brooks was spent redefining how I saw this respected name. I went from never even considering the idea of putting one of their saddles on my bike to wondering, how good are they, really? I guess there’s a reason why people will ride the same saddle for 50 years. I doubt that my current saddle will be around then.

Birth of a Saddle
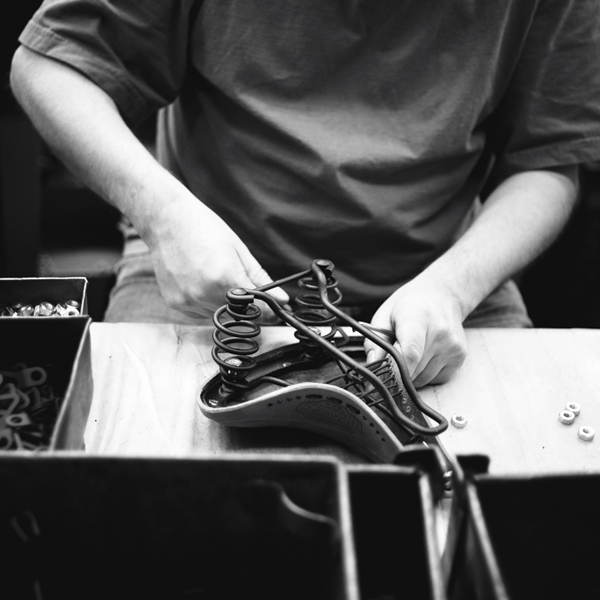
The factory floor is roughly divided into two sections – metal and leather. Correspondingly, each saddle starts as a coil of metal wire and a big chunk of leather. It’s pretty amazing to watch a saddle come to life from such basic materials. To say that the chain of events that goes together to create a Brooks saddle is extensive is putting it mildly. Large, Willy Wonka-esque machines stand as sentries all across the main factory floor, all seemingly impossible to operate until the right employee walks up and makes magic.

It’s not all operation of heavy machinery to create a Brooks saddle though. The production process is equal parts aging, but well-oiled and maintained machinery, as well as skilled handwork. It’s a delicate line that is well-trodden by Brooks.
While it’s a narrow path to live on, Brooks does it well, but it takes a certain sort of constant vigilance to keep the myriad machines not only working, but producing exactly what is needed at the quality that is expected for a saddle that is designed to vie for a century of service. Adjustments have to be made for the sometimes balky machines and the intricate work they perform. When new products are made, they undergo an extensive testing process, and in our visit, this example was embodied by an amusing saddle bashing machine, which mimics the bludgeoning a typical rider would give the saddle over years of abuse, all the way down to the shape of the rider’s rump.
When a design passes the beating test, the metalwork begins in earnest and parts are made in large batches. Metal parts are made much more quickly than other componentst they’re also quite difficult to get just right, sometimes taking a day or more to dial it in, so when everything falls into line, it’s time to produce.
The Importance of Leather
The metal foundation of the saddles is important, no question, but the leather is the heart and soul of a Brooks saddle. Brooks takes their leather seriously.

For the most part, the leather all comes from British cows to the company’s exact specifications: It must be 5.5mm thick from the back of the cow to ensure the correct thickness of the leather. The leather takes shape at a tannery in Belgium, then returns to home shores mostly in a black, brown, or honey hue. Some special colors are made from time to time, but the trifecta of subdued tones has stood the test of time for almost a century and a half at this point.

The actual cow is a point of great interest for Brooks. It wouldn’t seem like that big of a deal to find the appropriate bovine for saddle use, but Brooks, as mentioned before, takes their leather seriously, as it defines the fit and feel of their saddles. Brooks manager, Steven Gordon, says that Continental European cows are not used, because they spend too much time indoors. Brooks considers these cows to be too well pampered and looked after – their leather doesn’t produce a hard enough surface for Brooks’ and the consumer’s taste. Brooks wants weather beaten, hearty, tough, aged cattle.
The Mad Cow crisis from a few years ago was a major problem for Brooks, because all of the leather that they use is a byproduct of the meat industry. The response during this period was to kill the cattle a lot younger than in years past, which wasn’t good news for Brooks, giving them exactly the kind of leather they didn’t want, because the longer living cow yields a more mature, strong finish. It was around this time that Brooks began working on a new line; they call it their ‘Select’ line. The Select line’s leather hails from Sweden. The Swedish cattle are guaranteed to be free range – no barbed wire, no stalls, just open fields. The Swedish cattle used in the Select saddles are also allowed to live three or four years longer, which gives a specific, appealing finish to the line.

Working the Leather
While the source of the leather is vital, what happens within the vaunted walls of Brooks is just as important.
The leather comes in sheets, from which the specific saddle shape is punched out with a press. The leather, which is already taking on the look of a saddle following its punching, is placed on a rack and left to sit in tepid water for 30 minutes to make it more pliable. From there, it’s pressed into its first basic shape.

At this point in the manufacturing process, Brooks is still keeping a close eye on its leather. Each piece of leather has a reference number linking it to the tannery, in case there’s any kind of problem with it. The pressed saddle’s shape is further solidified at this point, and any excess trimmed away with a knife.
Traditionally, this would be the point where a distinct pause in the process would occur. Previously, the leather was allowed to dry naturally over a six week period, but that delay is just not possible in the current market. It would be a tall order to cope with that kind of waiting line. Instead, saddles are put in the oven for an hour and a half. When they are retrieved, they’re allowed to sit for another 45 minutes to absorb the moisture from the air – after that, they’re ready to be paired with their metal skeleton.

For identification and quality control purposes, each saddle is stamped. The dates are in letters. A=January, B=February, and the year sandwiches the month, as in 1A0 for a saddle made in January of 2010. Brooks omits the letter I though because it looks too much like the number one, so September gets a new letter, J.

The Skeleton
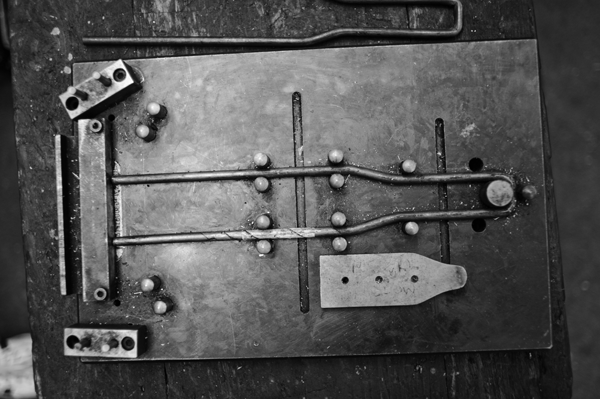
The process of turning the coils of metal into the foundation of a Brooks saddle is no less time consuming or easy. The fine nuances of getting just the right leather to just the right hardness and texture, is mirrored in the metal working process. The coils of metal wire come in different thicknesses – some are used to make rails, others springs, still others go toward making the nose of the saddle. These pieces of metal are bead and sandblasted to clean up the surface and get it moving down the line.

Depending on the purpose of the metal, some is turned into springs via a gigantic machine that eats wire and regurgitates coiled shapes. Other bits are punched by comparably large machines that make the front and back parts of the saddle. The different processes seem endless, much like the array of machines doing the work and the patient, experienced skilled workers who create art from metal.
The immense skills possessed by the people that work at Brooks is evident in everything that they do. Jigs are wholly unnecessary when the lady doing the punching has been on the job for over a decade. Her work is precise, emphatic, and quick. For the high end saddles, the rivets are further hammered into beautiful shape with yet more quick, precise movements and the welcoming tones of yesteryear, something akin to a blacksmith’s shop. The tuned hide strikes an interesting note; the first three or four blows don’t really do anything, but suddenly, it starts to take shape and the beauty is apparent. Not every saddle gets this treatment though. In the time that it takes this one man to hammer this one saddle’s rivets, the lady just a few yards away has made around 40 lower end saddles that don’t require the art of quality riveting.

The quality control process goes all the way through the metal working process as well, as each consecutive worker gets a chance to fix any blemishes or issues that might have cropped up from the last process, or, if something is beyond repair, it finds a new home in the cast adrift pile. It’s a foolproof assembly line that prospers because of its labor force skills. The final product, as everyone that has ever seen a Brooks saddle knows, is gorgeous, and for anyone that has ridden a Brooks saddle, a ride quality like no other.
A Unique Company
In our travels during autumn, we visited a lot of different companies throughout Europe. Most of them were classic, respected names, but none of them exists today quite like Brooks does. Companies now do everything they can to put their head above the rest of their peers, despite the fact that they often come from the same birthplace in Asia. Some companies manage to find their identity in paint, some in innovation, others in their name’s historical fame.
Brooks, however, holds their spot in the pantheon of producers as a company that lives on in the way that it began – everything is made in-house. Don’t believe me? Apologies were given because the screws were not made in the factory anymore. The screws! For some companies, the only thing about them that comes from their factories are the tightening of the screws. Brooks stands as almost an anachronism in the 21st century – a brilliant, beautiful anachronism made entirely in England, well, except for some screws and nuts and a few Swedish cows.

